
MASTERTIG-320CT
The total solution of TIG welding
Application:
Pipe
Tube
Pressure Vessel
Stainless Steel Product
Aluminum Ship Repair
Processes:
DC TIG
AC TIG
MIX TIG
Stick (SMAW)
Input Power:
400V, 3-Phase
Amperage Range:20-320A
Rated Output at 40℃ (104℉):
320A at 22.8V @60% Duty Cycle
Weight:75kg


Unique MIX TIG
Everybody knows the AC current has a good clearance and DC current gets a good penetration. What if mix the AC and DC?
MIX TIG is TOPWELL’s unique technology, it contains AC current and DC current in one duty cycle.
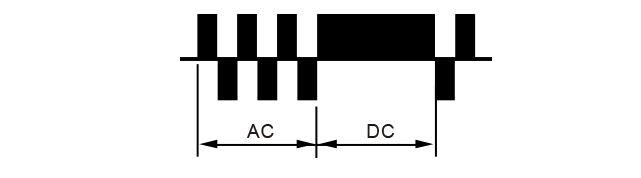
That keeps the advantages and reduces disadvantages from each other. Using the MIX TIG technology gets an excellent arc concentration and can be carried out the excellent welding performance, especially for thick plates.
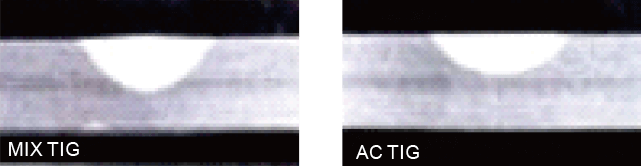
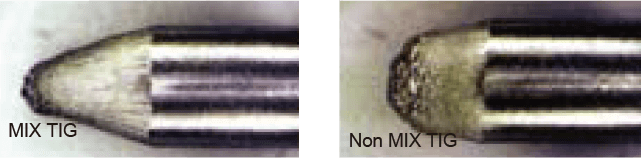
MIX TIG advantage

General View Of Control Panel
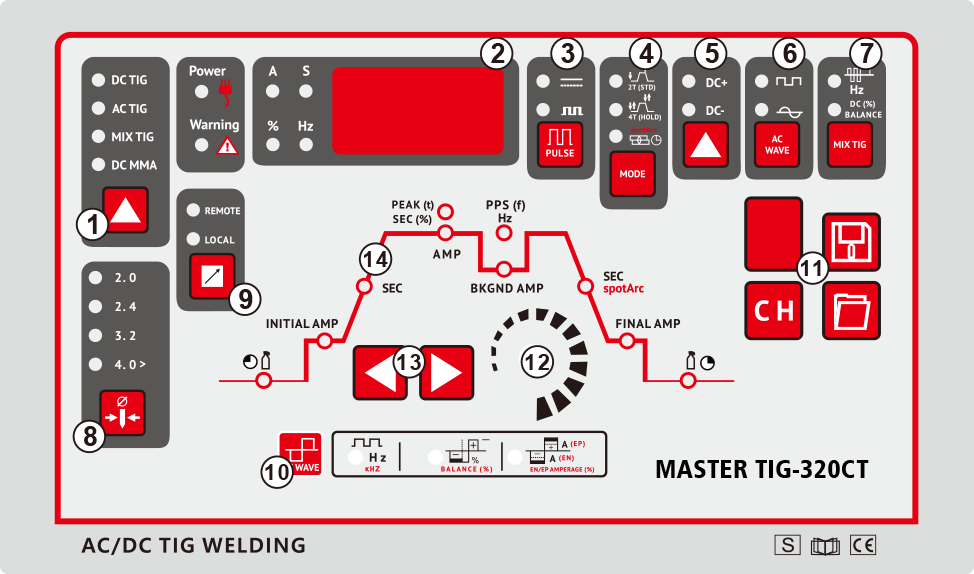
1. Welding Process
DC TIG/AC TIG
MIX TIG/DC MMA
2. Ammeter/Voltmeter Display
3. Pulser Control
Pulse ON/OFF selection.
4. Mode2T(STD)/4T(HOLD)/Spot Arc
5. Arc Ignition PolarityDC+/DC-
6. AC Waveshape types
Advanced Squarewave
Triangular Wave
7. MIX TIG
MIX Frequency: 0.1Hz~5Hz
8. Tungsten Electrode Dia.
From 2.0mm to 4.0mm
9. Remote: used for foot pedal or Remote torch.
Local: adjusted Currents by face panel
10. AC Waveshape
AC Frequency Range: 20Hz~200Hz
AC Clean Width(AC Balance): +40~-40
AC Clean Ratio(AC Bias)%:+30~-50
11. Memory
12. Encoder Control
13. Select welding parameters button
14. Function Sequence
Complete AC Waveshape Controls
AC Frequency control
Controls the width of the arc cone. Increasing the AC Frequency provides a more focused arc with increased directional control.
Note: Decreasing the AC Frequency softens the arc and broadens the weld puddle for a wider weld bead.
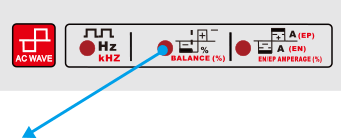
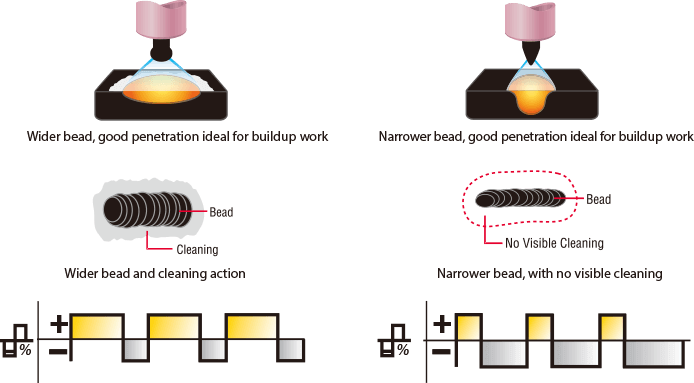
AC Balance Control
Controls arc cleaning action. Adjusting the % EN of the AC wave controls the width of the etching zone surrounding the weld.
Note: Set the AC Balance control for adequate arc cleaning action at the sides and in front of the weld puddle. AC Balance should be fine tuned according to how heavy or thick the oxides are.
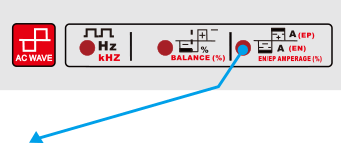
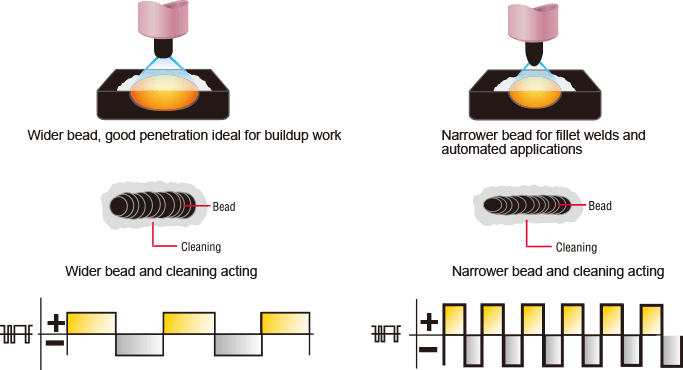
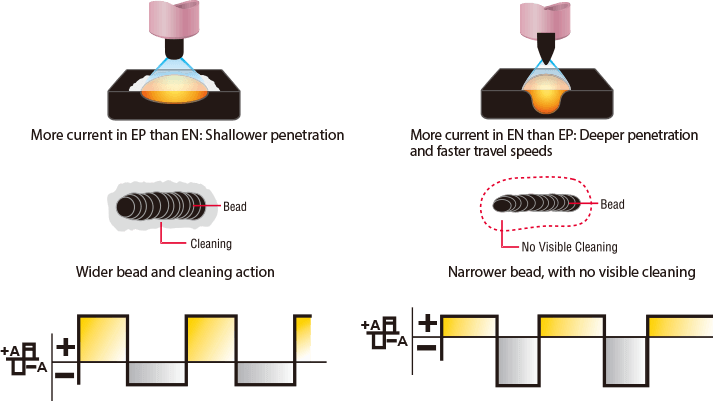
Amplitude Control
Adjusts the ratio of EN to EP amperage to precisely control heat input to the work and the electrode.
Note: EN amperage controls the level of penetration, while EP amperage dramatically effects the arc cleaning action along with the AC Balance control.
Pulsed TIG Controls
The Pulsed TIG function switches the amperage from a high(peak) to a low(background) at a set rate(PPS). Pulsing can reduce heat input by lowering the average amperage,increasing control of the weld puddle, penetration and distortion. The following parameters can be adjusted for desired results:
Low-Speed Pulse
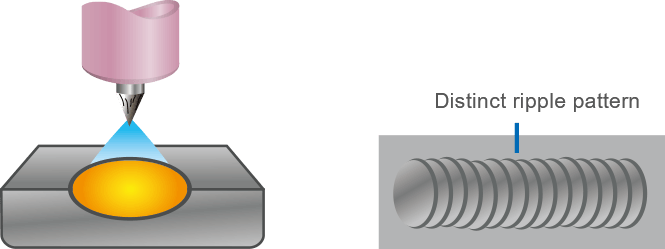
1 to 10 pulses per second(PPS) will produce a distinct ripple pattern in the weld bead. Can be used to time filler addition,reduce distortion and improve control.
High-Speed Pulse
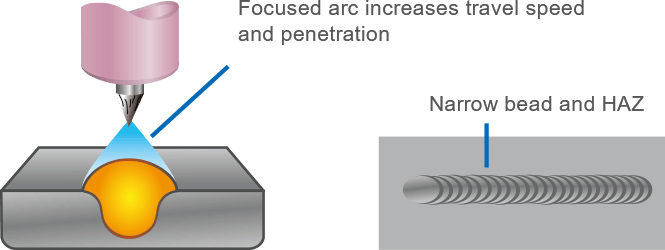
100 pulses per second(PPS) and higher helps to focus the arc for increased stability, penetration an d travel speed. Increased puddle agitation improves weld microstructure.
LET'S STAY IN TOUCH
Get updates on sales specials and more
FOLLOW US
We want to hear from you!




Copyright © 2022 HANGZHOU TOPWELL TECHNOLOGY CO.,LTD. | 浙ICP备2022006748号


