
MIG-500HD
Synergic, MIG Welder
Application:
Metal fabrication workshops
Shipyards and offshore industry
Chemical and process industry
Steel structure workshops
Processes:
MIG
MAG
Flux-Cored
MMA(Stick)
Input Power:
400V, 3-Phase
Amperage Range:10-500A
Rated Output at 40℃ (104℉):
500A at 39V @60% Duty Cycle
Weight: 65KG


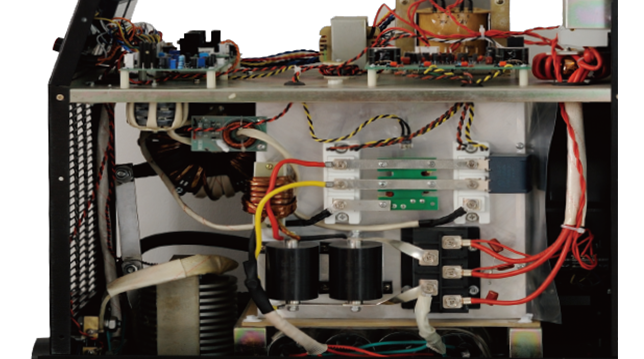
Reliability
MIG-500HD is based on the latest inverter technology and uses the stable IGBT module. Besides, the structure is tidy and clear, every components are at the right place. It will keep the cooling wind pass through every parts and increase their stability and service life greatly.
Powerful
When welding MIG, a high peak current can not only offer a better welding experience, but also increase the deposition rate. Our MIG-500HD is aim to do that, so we design the MIG-500HD powerful than ever.

General View Of Control Panel
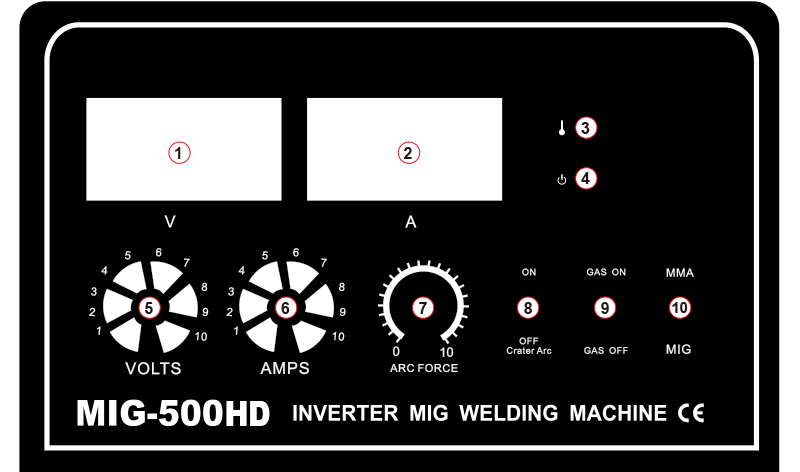
1.Volmeter.
2.Ampmeter.
3.Protection/damage pilot lamp.
4.Power/work pilot lamp.
5.Crater-filler Voltage regulator.
6.Crater-filler Current regulator (MIG);
or Welding Current regulator(MMA).
7.Arc Force regulator.
8.Crater ON/OFF mode selection (2T/4T).
9.Gas-test ON/OFF selection.
10.MMA/MIG weldingmode selection.
LET'S STAY IN TOUCH
Get updates on sales specials and more
FOLLOW US
We want to hear from you!




Copyright © 2022 HANGZHOU TOPWELL TECHNOLOGY CO.,LTD. | 浙ICP备2022006748号


