
PROTIG-200Di
Powerful, Excellent DC Pulse TIG
Application:
Metal Fabrication
Maintenance and Repair
Auto Body
Light Industrial
Materials:
DC TIG
MMA(Stick),
Input Power:
230V, 1-Phase
Amperage Range: 3-200A
Rated Output at 40℃ (104℉):
200A at 18V @60% Duty Cycle
Weight: 15kg


General View Of Control Panel
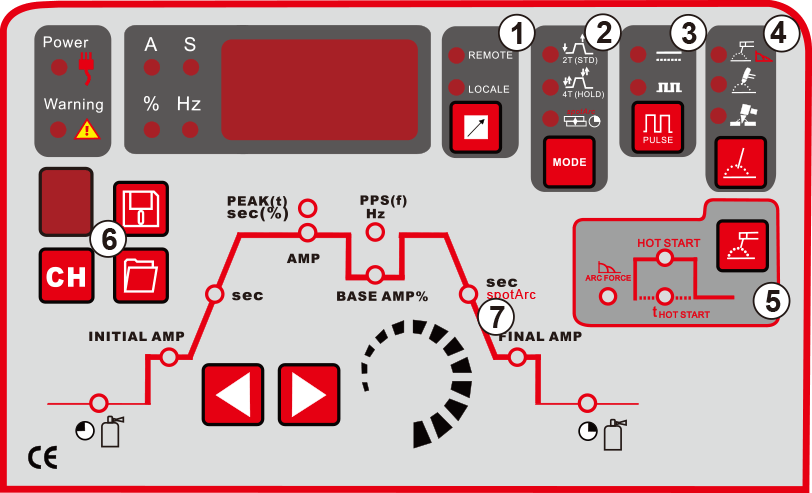
1. Remote:used for foot pedal or Remote torch
Local:adjusted Currents bu face panel
2. 2T/4T holding mode or Spot Welding mode selection
3. Pulse ON/OFF selection
4. Process selsction;
5. ARC FORCE/HOT START
6. Memory with capacity of 10 sets parameters
7. Function Sequence.
Function Sequence
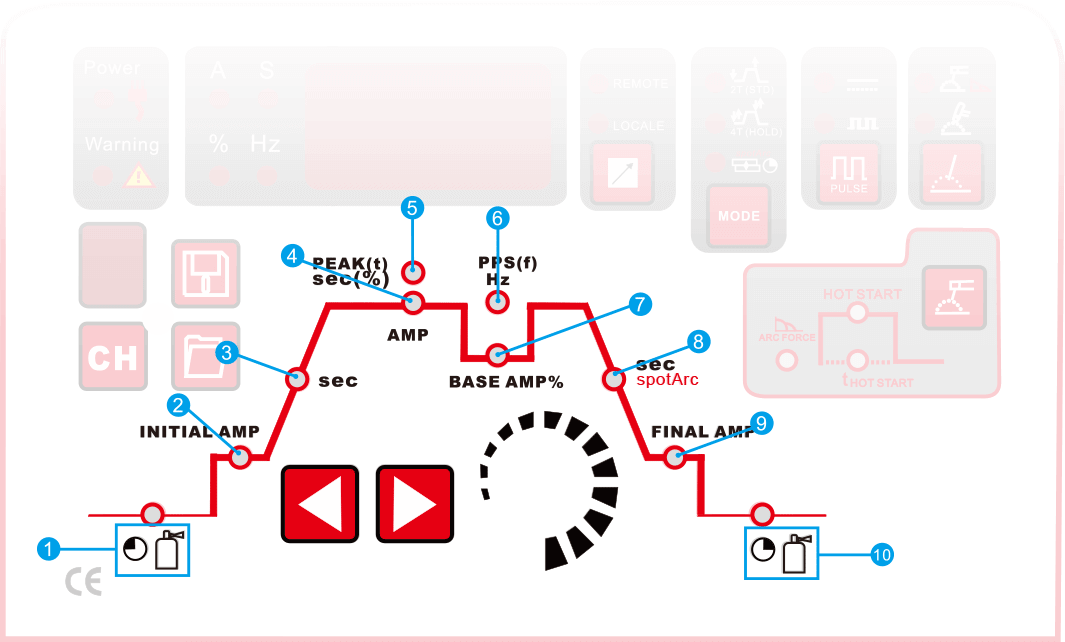
1.Gas pre-flow time(TIG)
Absolute setting range 0.1s to 5.0s (0.1s increments).
2.Igni tion current(TIG)
Percentage of the main current.
Setting range 1% to 100%(1% increments).
3.Up-slope time(TIG)
Setting ranges:0.00s to 20.0s(0.1s increments).
The up-slope time can be set separately
for non-latched and latched.
4.Main current(TIG)/pulse cuttent
I min to max(1 A increments)
Main cuttent(MMA)
I min to I max(1 A increments)
5.Pulse time
Pulse time setting range:0.01s to 9.99s(0.01s increments)
TIG pulses
The pulse time applies to the main cuttent phase(AMP) for pulses.
TIG AC Special
The pulse time applies to the AC phase for AC special.
6.Pulse break time
Pulse break setting range:0.01s to 9.99s (0.01s increments).
TIG pulses
The pulse break time applies to the secondary current phase(AMP%).
TIG AC Special
The pulse time applies to the AC phase for AC special.
7.Secondary current(TIG)/pulse pulse pause current
Setting range 1% to 100% (1% increments).
Percentage of the main current.
8.Down-slope time(TIG)
0.00s to 20.0s (0.1s increments).
The down-slope time can be set separately for non-latched and latched.
9.End-crater current(TIG)
Setting range 1% to 100%(1% increments).
Percentage of the main current.
10.Gas post-flow time(TIG)
Setting ranges:0.1s to 20.0s(0.1s increments).
Pulsed TIG Controls
The Pulsed TIG function switches the amperage from a high(peak) to a low(background) at a set rate(PPS). Pulsing can reduce heat input by lowering the average amperage,increasing control of the weld puddle, penetration and distortion. The following parameters can be adjusted for desired results:
Low-Speed Pulse
1 to 10 pulses per second(PPS) will produce a distinct ripple pattern in the weld bead. Can be used to time filler addition,reduce distortion and improve control.
High-Speed Pulse
100 pulses per second(PPS) and higher helps to focus the arc for increased stability, penetration an d travel speed. Increased puddle agitation improves weld microstructure.
Hot start
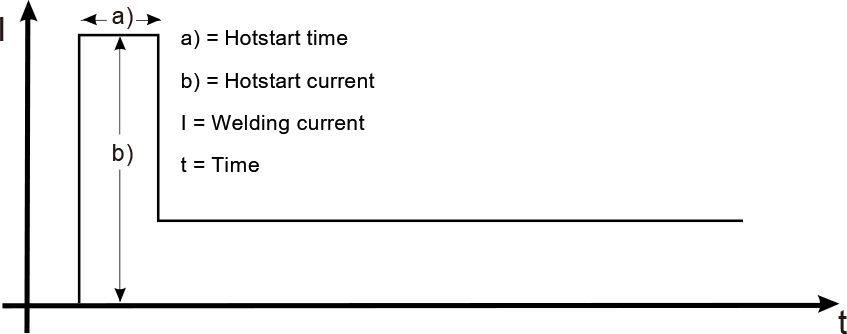
function reliably ignites the electrode and melts perfectly to ensure the best quality even at the start of the seam.This solution makes lack of fusion and cold welds a thing of the past and significantly reduces weld reinforcement. Adjust the hot start current here and the time here.
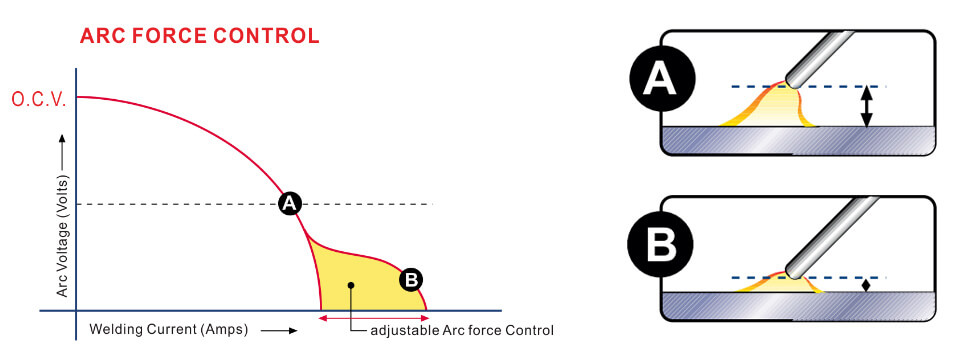
Arcforce correction (welding characteristics)
Arcforce is a setting that allows you to adjust the arc to soft smooth arc to a more aggressive digging arc. Setting high is to bump up amperage when you have a really tight arc so that you keep welding.
LET'S STAY IN TOUCH
Get updates on sales specials and more
FOLLOW US
We want to hear from you!




Copyright © 2010 - 2017 www.cn-topwell. All Rights Reserved


