
MASTERTIG-400CT
Reliability, Powerful and Precise TIG welding
Application:
Petroleum & Petrochemical
Pressure Vessel
Electric Power Construction
Stainless Steel Product
Processes:
DC TIG
AC TIG
MIX TIG
Stick (SMAW)
Input Power:
3PH~400V±15%
Amperage Range:5-400A
Rated Output at 40℃ (104℉):
400A at 26V @100% Duty Cycle
Weight: 80KG

Unique MIX TIG
Everybody knows the AC current has a good clearance and DC current gets a good penetration. What if mix the AC and DC?
MIX TIG is TOPWELL’s unique technology, it contains AC current and DC current in one duty cycle.
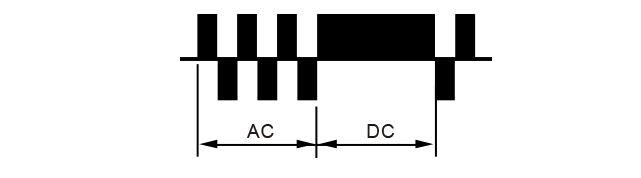
That keeps the advantages and reduces disadvantages from each other. Using the MIX TIG technology gets an excellent arc concentration and can be carried out the excellent welding performance, especially for thick plates.
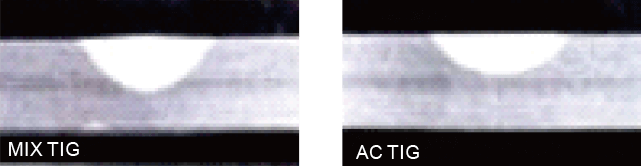
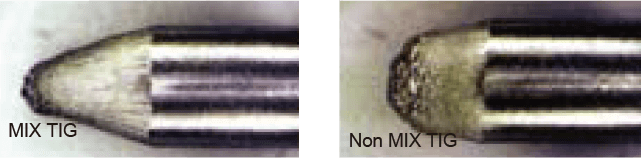
MIX TIG advantage

General View of Control Panel
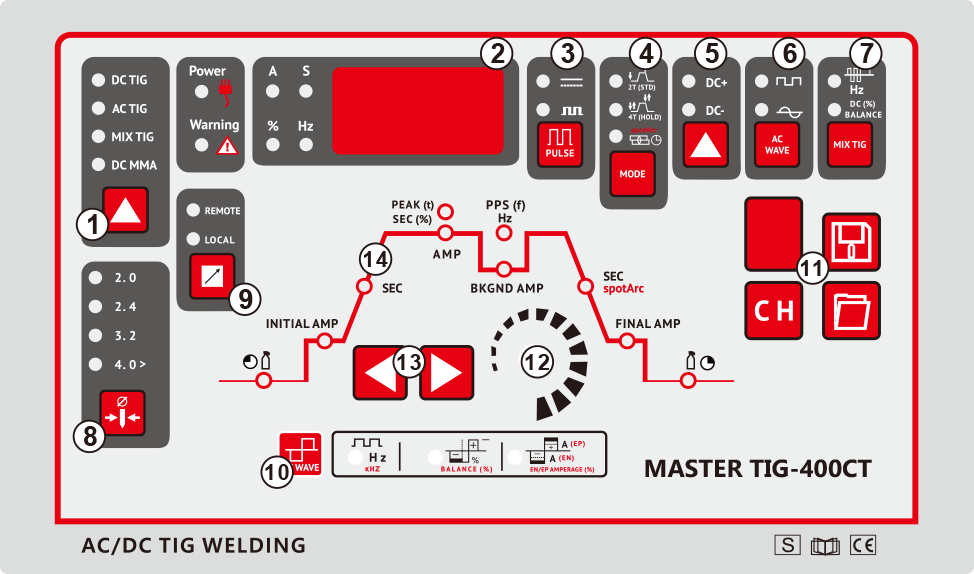
1. Welding Process
DC TIG/ AC TIG/ MIX TIG/ DC MMA
2. Ammeter/Voltmeter Display
3. Pulser Control
Pulse ON/OFF selection.
4. Mode: 2T(STD)/4T(HOLD)/Spot Arc
5. Arc Ignition Polarity
6. AC Waveshape types
Advanced Squarewave
Triangular Wave
7. MIX TIG
MIX Frequency: 0.1Hz~5Hz
DC Balance: (%)10~90
8. Tungsten Electrode Dia.
From 2.0mm to 4.0mm
9. Remote: used for foot pedal or Remote torch.
Local: adjusted Currents by face panel
10. AC Waveshape
AC Frequency Range: 20Hz~200Hz
AC Clean Width(AC Balance): +40~-40
AC Clean Ratio(AC Bias)%:+30~-50
11. Memory
12. Encoder Control
13. Select welding parameters button
14. Function Sequence
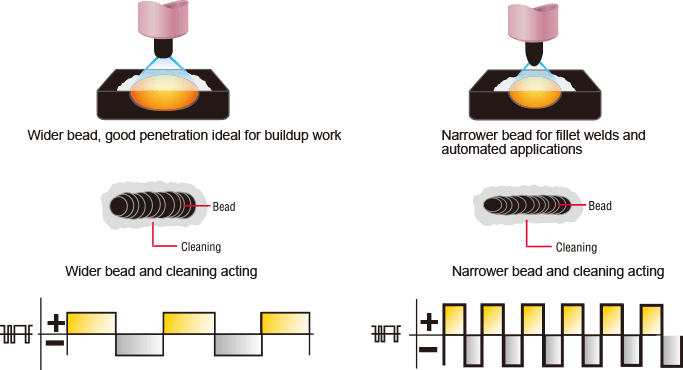
Complete AC Waveshape Controls
AC Frequency control
Controls the width of the arc cone. Increasing the AC Frequency provides a more focused arc with increased directional control.
Note: Decreasing the AC Frequency softens the arc and broadens the weld puddle for a wider weld bead.
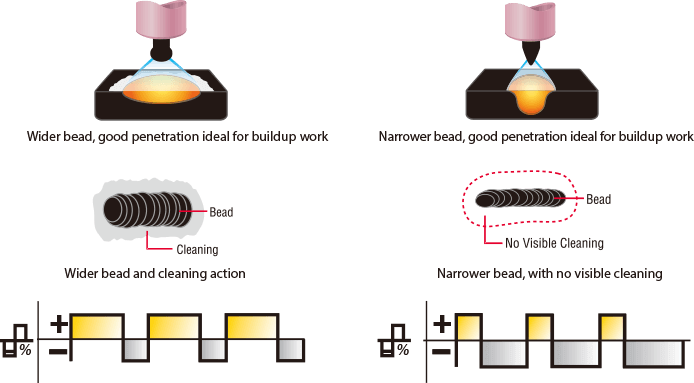
AC Balance Control
Controls arc cleaning action. Adjusting the % EN of the AC wave controls the width of the etching zone surrounding the weld.
Note: Set the AC Balance control for adequate arc cleaning action at the sides and in front of the weld puddle. AC Balance should be fine tuned according to how heavy or thick the oxides are.
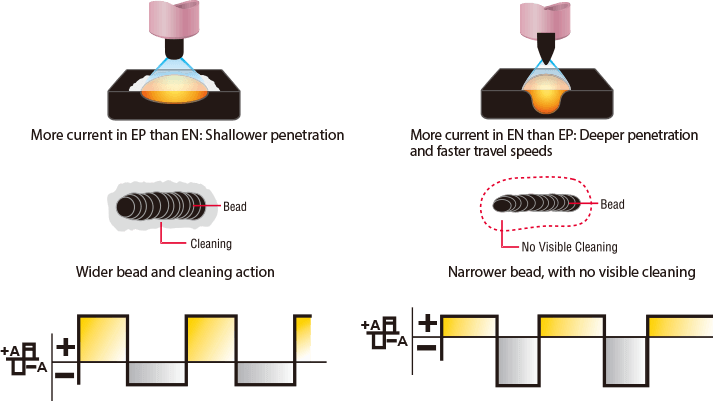
Amplitude Control
Adjusts the ratio of EN to EP amperage to precisely control heat input to the work and the electrode.
Note: EN amperage controls the level of penetration, while EP amperage dramatically effects the arc cleaning action along with the AC Balance control.
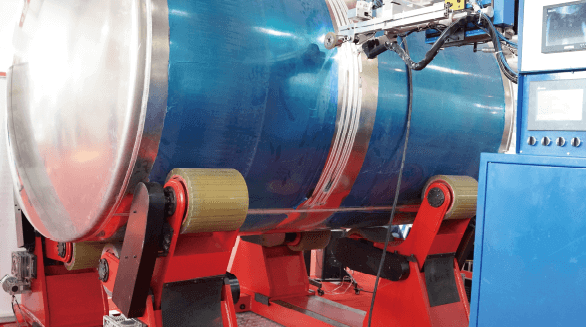
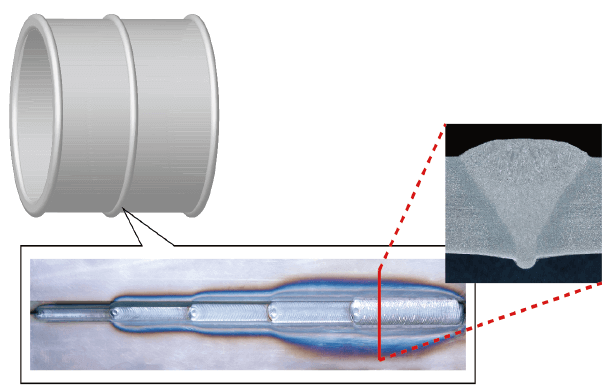
Powerful and reliable
This unit is a 3-phase TIG welder equipped with latest IGBT modules. It is also equipped with an integral cooling unit, providing efficient cooling for liquid-cooled torches in high duty production welding environments. With the shape of the arc, weld penetration, cleaning effect, as well as the other features are under precise control, and ensuring that the quality of the welds remains high at every level.
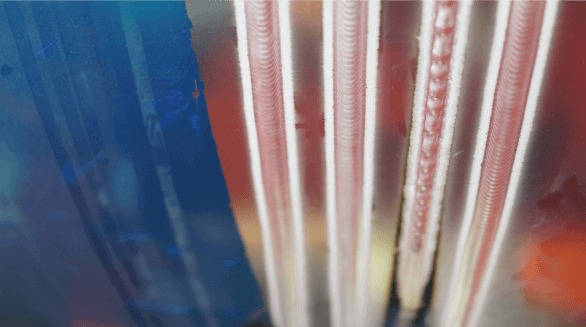
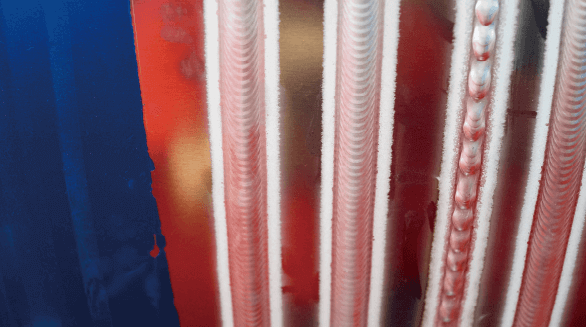
High efficiency TIG welding
The maximum output is up to 500A. It’s capable to welding thin metal fast and thick metal continuously.
Mild steel 12mm V groove, 5 layers
Layer 1: 300A, Layer 2: 300A,Layer 3: 280A,
Layer 4: 280A, Layer 5: 260A
LET'S STAY IN TOUCH
Get updates on sales specials and more
FOLLOW US
We want to hear from you!




Copyright © 2022 HANGZHOU TOPWELL TECHNOLOGY CO.,LTD. | 浙ICP备2022006748号


