
MIG-350HD
Synergic, MIG Welder
Application:
Metal fabrication workshops
Shipyards and offshore industry
Chemical and process industry
Steel structure workshops
Processes:
MIG
MAG
Flux-Cored
MMA(Stick)
Input Power:
400V, 3-Phase
Amperage Range:10-350A
Rated Output at 40℃ (104℉):
350A at 31.5V @60% Duty Cycle
Weight: 85KG


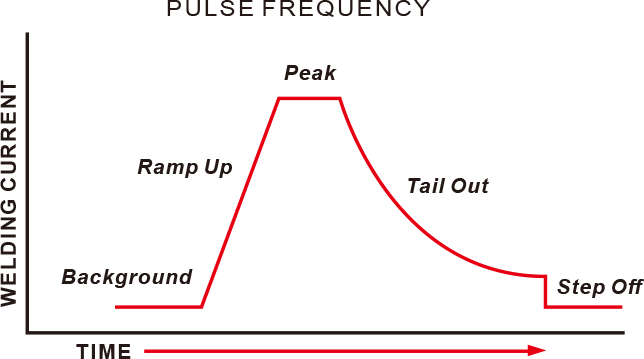
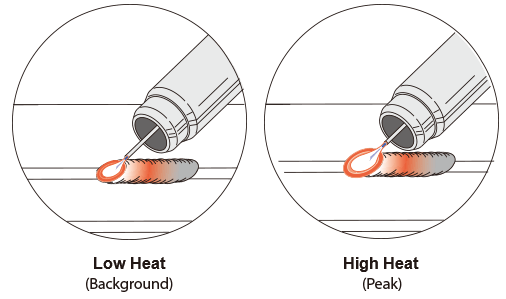
Pulse MIG
Pulsed MIG varies weld current between peak (high heat) and background (lowheat) current to provide better control of heat input, which minimizes warping and burnthrough on thin materials. Pulsed MIG also enables flat,horizontal, verticalup, or overhead welding without a slag system.Optimized GMAW-P waveforms are readily available to use on aluminum,carbon steel,high strength low alloy steel, stainless steel,and nickel alloys.
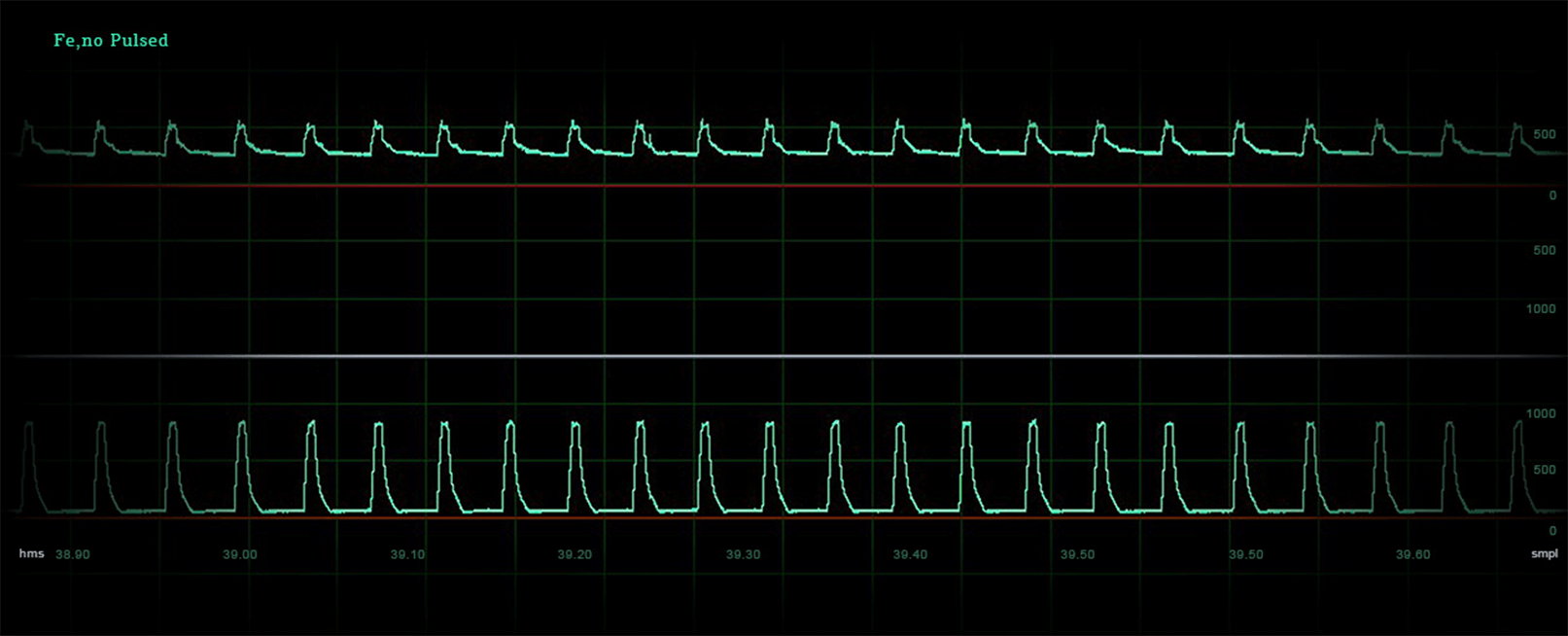
The advantage of Wave-form Control System
The latest technology of Waveform Control System, can perfectly control the output of welding power and get the precision Arc performance. The wire melting droplet transfer cycle is very clear, the welding beam is very clean and very few spatters during welding.
General View Of Control Panel
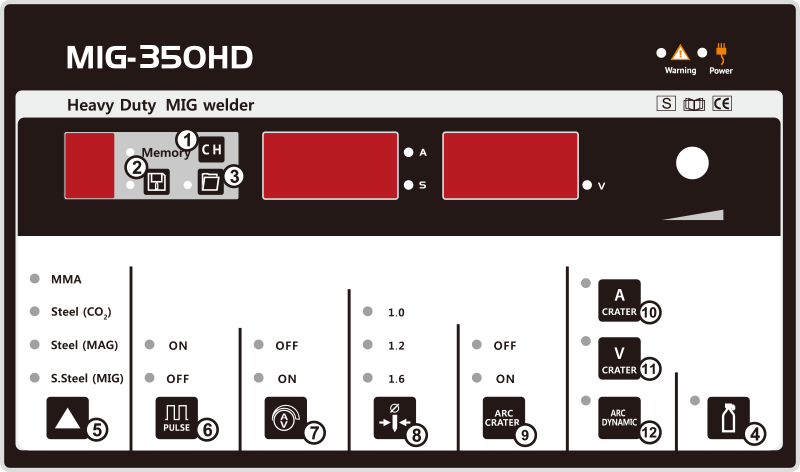
1.SELECT the Memory channel
2.OPEN the parameter of selected memory channel
3.STORE the setting to Memory channel
4.Push to Check Gas
5.Welding Process
MMA,
MAG(CO2)for Carbon steels
MAG(CO2 /Ar) for Carbon steels
MIG (Argon) for Stainless steels
6.Pulse MIG: ON/OFF
7.Synergic function ON/OFF
8.Synergic setting (select wire diameter)
9.Arc Crater: ON/OFF
10.Select to adjust the Arc Crater Current
11.Select to adjust the Arc Crater Voltage
12.Arc Dynamic controls
Classical MIG/MAG
TIn classic mode, MIG / MAG welding is carried out in inert gas with automatic wire feed.With this mode, a high welding speed and excellent quality are offered without any extra costs in the processing of ferrous metals, as well as various steels.
Synergic control
LET'S STAY IN TOUCH
Get updates on sales specials and more
FOLLOW US
We want to hear from you!




Copyright © 2010 - 2017 www.cn-topwell. All Rights Reserved


